
Fused Filament Fabrication (FFF/FDM)
Fused Filament Fabrication (FFF/FDM)
Gate Keeper
-
Prof. Dr. Thomas Graule
EMPA
Überlandstrasse 129CH-8600 DübendorfTelefon +41 58 765 4123E-Mailthomas.graule@empa.ch
Autor
-
Dr. Frank Clemens
EMPA
Überlandstrasse 129CH-8600 DübendorfTelefon +41 58 765 4821E-Mailfrank.clemens@empa.ch
The shaping of ceramics by thermoplastic processing is more and more accepted by the industry. In contrast to commercial casting and pressing processing the storage of the feedstock (ceramic polymer mixture), precise green density and shaping of complex and thin-wall structures are advantages against other ceramic shaping techniques.
In comparison to industrial thermoplastic shaping methods, like injection molding and extrusion, 3D printing has the advantage to produce individual structures by slicing and manufacturing in layers (additive manufacturing). Typically the thermoplastic filaments are fed through gear-wheel to a heated nozzle. Instead of a gear-wheel, screw extruder for granulate materials can be used. The polymeric binder of the feedstock will be melted and a filament or a drop will be deposited at a defined position. A typical layer thickness, which can be achieved by this method is between 0.08 and 1.2 mm.
The thermoplastic 3D printing of ceramics can be divided into 4 steps:
- Compounding of the feedstock (homogenization of the ceramic powder and thermoplastic binder mixture)
- Filament or granulate production for the 3D printing step
- FDM/FFF 3D printing by melting the filament and layer upon layer fabrication.
- Thermal treatment to decompose the polymeric binder and densification of the ceramic structure
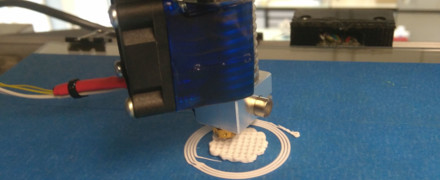
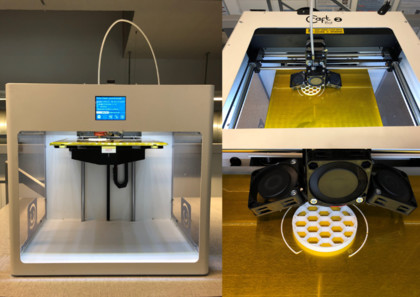
The surface of the ceramic part can be post-treated after printing, partial debinding step, or after sintering. In Figure 1 the 3D printing of ceramic-based FDM filament on a commercial printer is shown.
Empa has a long-time experience in the thermoplastic shaping of ceramic materials (electroceramics, oxides, carbides, nitrates, etc.). Different kinds of thermoplastic binders have been developed for pressing, extrusion, injection molding, dip coating, and 3D printing. Based on the long-time experience we develop and optimize the binder system according to the individual requirements of the customer.
Figure 2 schematically shows the process of an FDM/FFF printer: A thermoplastic filament with constant diameter is feed into a heated extrusion head by motor-driven feeding rollers (a). The polymer melts inside the heated 3D printing head and is extruded through a thin nozzle (b). The extrusion head moves according to the programmed path (x- and y-axis) and is de-positing thin filaments quickly on a substrate. During the deposition process, the material cools and solidifies. In this way, the head makes one layer with the desired shape and pattern of the deposited material. After the completion of the first layer, the head is lifted in the z-direction, and a new layer is deposited fused with the previous (c). Finally, a complete part is constructed layer by layer.
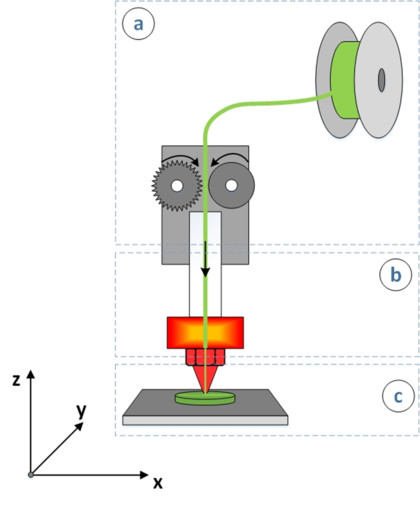
Figure 2: Schematic process of FDM/FFF printing process. A thermoplastic filament is fed into the extrusion head by feeding rollers (a). The polymer is melted and extruded through a nozzle (b). The extruded filament is deposited on the substrate and filament of the subsequent layer is fused with the previous (c). (M. Sami, Empa, 2019).
In comparison to polymeric materials, the shaping of ceramic is more challenging because of the high solids loading of solid ceramic particles inside the thermoplastic. It is essential to control the rheological properties of polymer - ceramic powder compounds and the effect of organic additives on the printing and debinding processing step [1-11].
There are many challenges during production, which depend on filament properties and processing parameters (Figure 3).
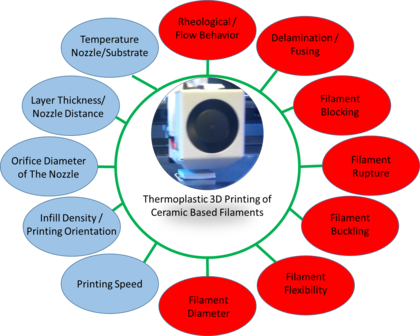 Figure 3: Effects that will influence the 3D printing of ceramic-based filaments (blue=Machine related effects, red = material related effects).
Figure 3: Effects that will influence the 3D printing of ceramic-based filaments (blue=Machine related effects, red = material related effects).
Several formulations for the ceramic filaments were reported by researchers for different materials like tricalcium phosphate TCP [1], mullite [2, 3], alumina [3, 4, 5], zirconia [6], silicon nitride [7], and PZT [8,9]. Bach et al. demonstrated that tailoring the ferroelectric content in the ceramic-polymer composite structures, the piezoelectric properties can be tuned in a wide range.
Literature on FDM Printing of ceramic structures:
[1] L. Gorjan, L. Reiff, A. Liersch, F. Clemens, Ethylene vinyl acetate as a binder for additive manufacturing of tricalcium phosphate bio-ceramics, Ceram. Int. (2018). https://doi:10.1016/j.ceramint.2018.05.260.
[2] L. Gorjan, R. Tonello, T. Sebastian, P. Colombo, F. Clemens Fused deposition modeling of mullite structures from a preceramic polymer and γ-alumina. J. European Ceramic Society (2019), 2463–2471. https://doi.org/10.1016/j.jeurceramsoc.2019.02.032
[3] R. Atisivan, S. Bose, A. Bandyopadhyay, Porous mullite preforms via fused deposition. J. Am. Ceram. Soc., 84 (2001), 221-223. https://doi.org/10.1111/j.1151-2916.2001.tb00635.x
[4] Nötzel, D., Eickhoff, R., Hanemann, T. Fused filament fabrication of small ceramic components. Materials 11(2018),1463. https://doi.org/10.3390/ma11081463
[5] Conzelmann, N.A., Gorjan, L., Sarraf, F., Poulikakos, L.P., Partl, M.N., Müller, C.R., Clemens, F.J.: Manufacturing complex Al2O3 ceramic structures using consumer-grade fused deposition modeling printers. Rapid Prototyping Journal (2020). http://dx.doi.org/10.1108/RPJ-05-2019-0133
[6] Cano, S., Gonzalez-Gutierrez, Sapkota, J., Spoerk, M., Arbeiter, F., J., Schuschnigg, S., Holzer, C., S., Kukla, Additive manufacturing of zirconia parts by fused filament fabrication and solvent debinding: Selection of binder formulation. Additive Manufacturing 26 (2019), 117-128.https://doi:10.1016/j.addma.2019.01.001.
[7] T.F. McNulty, F. Mohammadi, A. Bandyopadhyay, D.J. Shanefield, S.C. Danforth, A. Safari, Development of a binder formulation for fused deposition of ceramics. Rapid Prototyping Journal, 4 (1998), 144-150. https://doi.org/10.1108/13552549810239012
[8] M.A. Jafari, W. Han, F. Mohammadi, A. Safari, S.C. Danforth, N. Langrana, A novel system for fused deposition of advanced multiple ceramics. Rapid Prototyping Journal, 6 (2000), 161-175. https://doi.org/10.1108/13552540010337047https://doi.org/10.1108/13552540010337047
[9] Bach M., Sebastian T., Melnykowycz M., Lusiola T., Scharf D., Clemens F. Additive Manufacturing of Piezoelectric 3-3 Composite Structures. In: Meboldt M., Klahn C. (eds) Industrializing Additive Manufacturing - Proceedings of Additive Manufacturing in Products and Applications - AMPA2017. AMPA 2017. Springer, Cham, ISBN 978-3-319-66865-9 (2018): 93-103. https://doi.org/10.1007/978-3-319-66866-6_9
[10] Gonzalez-Gutierrez, J., Cano, S., Schuschnigg, S., Kukla, C., Sapkota, J., Holzer, C., Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 5 (2018), 840. https://doi:10.3390/ma11050840.
[11] Clemens, F. FDM Keramikdruck: Herstellung von keramischen Strukturen mit Hilfe von kommerziellen Filamentdruckern. Keramische Zeitschrift 71 (2019), 40-45. https://doi.org/10.1007/s42410-019-0055-x
-
 Webmeeting / Webkonferenz | May 02 - May 2, 2022
Webmeeting / Webkonferenz | May 02 - May 2, 2022
AKK-Frühjahrstagung 2022 -
Ausschuss / Arbeitskreis | Jun 14
2. Mitgliederversammlung des Anwenderkreises Keramische Additive Fertigung in der DKG (AKF) -
Webmeeting / Webkonferenz | Jun 17
DKG-Hauptversammlung 2022 -
Webmeeting / Webkonferenz | Jun 17
FDKG-Hauptversammlung 2022 mit Vorstandswahl (Wahlperiode 2022-24)