
Layerwise Slurry Deposition (LSD)
Layerwise Slurry Deposition (LSD)

Autor / Gate Keeper
- Prof. Dr. Jens Günster
- Bundesanstalt für Materialforschung und –prüfung (BAM)
Fachbereichsleiter FB 5.4
"Keramische Prozesstechnik und Biowerkstoffe"
www.bam.de
- Unter den Eichen 44-46
D - 12203 Berlin
T: + 49 30 8104-1540
F: + 49 30 8104-1547
M: +49 151 1749 2104 - E-Mail: jens.guenster@bam.de
In powder-based AM technologies, a solid structure is realized by the successive deposition of layers of a flowable powder, see also Figure1. A layer of powdered material is first spread and subsequently the corresponding layer information is selectively inscribed by e.g. local compaction or gluing; these steps are iteratively replicated until the object is completed. The layer information is defined by the corresponding cross-section of a sliced virtual 3D model of the object to be built. At the end, the part is completely embedded in a powder-bed, from which it can be easily extracted and cleaned. The technology used to inscribe the layer information depends on the specific process considered: two of the most well-known and world-wide spread processes are: “Three-dimensional printing” (3DP) and “Selective laser sintering” (SLS). The milestone patent “Three-dimensional printing techniques” [1] by Sachs et al. was filed in 1989, while Deckard’s patent “Method and apparatus for producing parts by selective sintering” dates back to three years earlier [2]. Within powder-based AM technologies, powders are bound or fused to more or less dense parts, often ready to use. The former method uses a printing head to selectively spread out droplets of a liquid binder, while the latter employs the energy of a focused laser beam to selectively sinter/melt a powder.
In the P-3DP process, an inkjet printing head spits a binding liquid onto a powder bed, thus defining the cross-section of the object in that layer. Multiple nozzles can also be used, allowing to cover a wide printing area. Printing machines with print heads consisting of a few thousand of parallel working jets and with a printing envelope as large as a few m3 are in use.
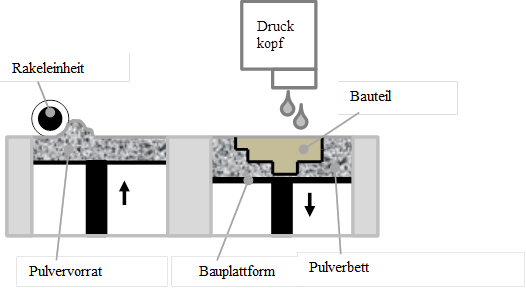
Figure 1: Setup for 3D-printing
Still, a major issue, hampering a completely autonomous production of parts and even restricting the freedom of design by means of these technologies, is the low density and stability of the parts during the building process, which is a direct result of the low powder packing in the powder-bed (as low as 25% TD (theoretical density)). The powder bed surrounding the part has an essential role, since it should support the structure during building, until it’s ready for removal. Furthermore, powders with appreciable flowability for the deposition of thin layers are in a particle size range >20 µm which generally does not provide sufficient sintering activity to form dense ceramics. One straightforward approach to increase the density of the powder bed and to use more fine powders is the deposition of ceramic slurries instead of dry powders. This approach is the Layerwise Slurry Deposition (LSD), which results in powder beds with powder packing densities >60% TD and thus sufficient for a full densification in subsequent sintering steps.
Figure 2. illustrates the basic concept of the LSD process. A unique feature of the LSD process is the generation of powder layers revealing a density comparable to a conventional powder compact prepared by slip casting.
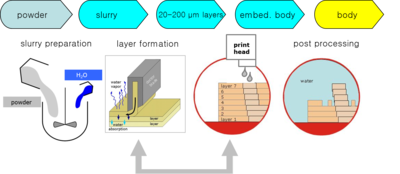
Figure 2. Schematic of 3D-printing process using layer-wise slurry deposition.
In the Layerwise Slurry Deposition (LSD) process, thin layers of a ceramic slurry are deposited by means of a doctor blade and dried subsequently. The building platform is lowered after every layer by one layer thickness and new slurry is deposited on top. During the deposition of a new layer, the previous layers act as a porous mould and water from the slurry is drawn into the pores by capillary forces. By means of this mechanism, a cast with an efficient particle packing is formed and a good joining with the previous layers is achieved. Each layer is fully dried after deposition, which results in a dry powder bed with high green density.
The layer spreading process works with a doctor blade, which function is twofold: First, feeding the material, i.e., the ceramic slurry and spreading the slurry to a layer with uniform thickness. The slurry is fed from a reservoir through a gap of 500 µm in the oblong, hollow doctor blade. Spreading is simply achieved by moving the blade at a constant distance parallel to the supporting platforms surface. Before the spreading process starts, a pool of slurry is deposited onto an additional platform, the starting platform. This platform is oriented in plane with the substrate platform, but can be adapted in height to the actual layer position. The starting platform is required for supporting the pool of slurry without absorbing the slurries solvent and changing its rheological properties, and is cleaned after each layer deposition event for providing a defined surface for the start of the spreading process. From the starting platform the pool of slurry is spread to a thin layer, which thickness is defined by the interstice between the doctor blade and the platforms surface. In figure 3 the setup is illustrated.

Figure 3. Schematic of the layer deposition process. The layer deposition process combines features of tape casting and slip casting.
Typical layer thicknesses are between 50 and 100 µm. A liquid suspension of ceramic particles is spread as a thin layer comparable to tape casting, while within this layer a cast is formed comparable to slip casting. In the slip casting process, the slip is brought into contact with a porous body, the casting mold. When a liquid is wetting a porous body, capillary forces draw the liquid phase of the suspension into the porous mold. The particles start to form a powder compact, the cast, at the molds surface. The cast formation kinetics obeys a square-root-of-time law by depositing individual particles from the suspension to the surface of the mold. In case of the Layerwise Slurry Deposition (LSD) process the mold is formed by the previously deposited and dried layers [3,4]. Slip casting results in the formation of powder compacts with densities potentially exceeding 60% TD. Furthermore, due to the free settling of the powder particles from the suspension, no obvious interface is formed between individual layers. The formation of a cast starts as soon as the slurry is in contact with previously deposited and dry layers. Hence, the speed of the doctor blade relative to the dry layers must be high enough to prevent collision of the cast with the doctor blade. On the other hand, when the speed of the doctor blade is too high, layer deposition is not uniform, because shear stresses within the suspension will result in an inhomogeneous deposition. For commercial silicate ceramic slurries, a speed of the doctor blade of 50 mm/s is typically chosen. For technical ceramics, the cast grows significantly faster and the speed of the doctor blade must be increased to 100 mm/s or higher. In the P-3DP and P-SLS powder-based processes, the part built is easily released from the powder bed, but this is not the case for the slurry based process.
Literature
- 1 Sachs et al., Inventors; Massaschussets Institute of Technology, Assignee. Jetting layers of powder and the formation of fine powder beds thereby. US Patent 6,596,224; June 12; 1998
- 2 C.R. Deckard, Inventor; Board of Regents, The University of Texas System,Assignee. Method and apparatus for producing parts by selective sintering. US Patent 4,863,538; September 5; 1989.
- 3 A. Zocca, P. Lima, J. Günster: LSD-based 3D printing of Alumina Ceramics. J. Ceram. Sci. Tech. 08 [01]; 141-148; 2017.
- 4 Thomas Muehler, Juergen Heinrich, Cynthia M. Gomes and Jens Günster: Slurry-based Additive Manufacturing of Ceramics. Int. J. Appl. Ceram. Technol., 12 [1]; 18-25 DOI:10.1111/ijac.12113; 2015
Internet
A movie about the LSD process can be found at the following link:


-
 Webmeeting / Webkonferenz | May 02 - May 2, 2022
Webmeeting / Webkonferenz | May 02 - May 2, 2022
AKK-Frühjahrstagung 2022 -
Ausschuss / Arbeitskreis | Jun 14
2. Mitgliederversammlung des Anwenderkreises Keramische Additive Fertigung in der DKG (AKF) -
Webmeeting / Webkonferenz | Jun 17
DKG-Hauptversammlung 2022 -
Webmeeting / Webkonferenz | Jun 17
FDKG-Hauptversammlung 2022 mit Vorstandswahl (Wahlperiode 2022-24)