
Inkjet Printing
Inkjet Printing
Autor / Gate Keeper
- Prof. Dr. Rainer Telle
- RWTH Aachen
- Department of Ceramics and Refractory Materials
- Institute of Mineral Engineering
- Mauerstraße 5
- 52064 Aachen
- Germany
- Tel.: +49 241 80 94968
- Fax: +49 241 80 92226
- E-Mail: telle@ghi.rwth-aachen.de
Description of the technology
Direct Inkjet Printing (DIP) is based on the reprographic technique of Inkjet Printing. The general mode of operation is characterized by the digitally controlled ejection of fluids from a printhead onto a substrate [HUD10]. The main characteristics of reprographic printing are (1):
- - high process speed
- - silent and non-impact process
- - possibility to utilize multiple printheads/fluids
Direct Inkjet Printing can as well be used as an Additive Manufacturing (AM) technique (2). By printing of multiple layers of a colloidal suspension in which ceramic powder is finely dispersed it is possible to manufacture parts based on a CAD-model. Contrary to conventional 3D Printing, where a binder is printed into a powder bed, in DIP the ceramic material is applied directly through nozzles onto a substrate. DIP has the potential to manufacture a wide variety of shapes and structure from ceramics at a high resolution. Due to the layer-wise build-up overhangs and undercuts can be realized. In this case support structures which can be removed completely after printing are necessary.

Figure 1: Schematic of a Direct Inkjet Printer.
The utilized thermal printheads consist of a suspension reservoir, electric heating elements and a nozzle plate. Droplets are created by quickly increasing the temperature of a heating element to 350°C. As a result the contacted suspension exceeds its boiling point (see Figure 2 a) and a vapor bubble is created which leads to a pressure impulse towards the nozzle and thus to the ejection of a droplet (see Figure 2 b). Subsequently, the vapor bubble collapses and the void is refilled with suspension from the reservoir (see Figure 2 c) (1)(3).

Figure 2: Functional principle of thermal printheads.
The x,y-resolution is 42,5 µm. The layer thickness in the sintered state and thus the z-resolution amounts to 5 µm.
One of the main advantages of thermal printheads is the possibility to use aqueous suspensions. For this reason relatively high solid contents can be achieved. Furthermore, water is a cheap, eco-friendly and non-hazardous dispersing agent. From an economic point of view the low costs for the printheads are an attractive aspect of this technology.
The ceramic suspensions have to precisely conditioned with additives in order to be printable. Especially the rheology,.i. e. viscosity and surface tension, are important factors. A low viscosity ensures a steady flow of suspension to the nozzles whereas the surface tension determines the shape of a droplet as well as the spreadability on the substrate. Also, the particle sizes of the ceramic material need to be sufficiently small in order to avoid nozzle clogging. At the same time the solid content of the suspension needs to be as high as possible. For this reason any material that can be dispersed in water with the required rheologic properties can be used in DIP. So far the materials ZrO2, Al2O3 (Figure 3 and 6) as well as Si3N4 (Figure 4) have been successfully printed at the Institute of Mineral Engineering (RWTH Aachen).
 Figure 3: Micro structuring of an Al2O3 surface.
Figure 3: Micro structuring of an Al2O3 surface.
 Figure 4: gear-wheel (Si3N4).
Figure 4: gear-wheel (Si3N4).
The direct and droplet-wise deposition of material allows a simultaneous and spatially free combination of multiple materials in one manufactured part (Figures 5 and 6). Such functionally graded materials (FGM) enable a tailored adjustment of material properties by purposefully adding further materials whose properties suit the application of the part.
 Figure 5: Examples for possible graded structures.
Figure 5: Examples for possible graded structures.

Figure 6: Examples of monolithic and multi-material printed objects made of Al2O3 and ZrO2.
References:
- B.Y. Tay, J.R.G. Evans, M.J. Edirisinghe; „Solid freeform fabrication of ceramics“, International Materials Reviews 48 (2003), 341-370
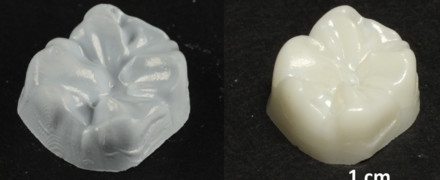
- E. Oezkol, W. Zhang, J. Ebert, R. Telle; „Potentials of the ‚Direct inkjet printing‘ method for manufacturing 3Y-TZP based dental restorations“ Journal of the European Ceramic Society 32 (2012), 2193-2201
- A. Hudd; „Inkjet Printing Technologies“, in: The Chemistry of Inkjet Inks, 1.Auflage (2010), S. Magdassi (Hrsg.), World Scientific Publishing, Singapur
-
 Webmeeting / Webkonferenz | May 02 - May 2, 2022
Webmeeting / Webkonferenz | May 02 - May 2, 2022
AKK-Frühjahrstagung 2022 -
Ausschuss / Arbeitskreis | Jun 14
2. Mitgliederversammlung des Anwenderkreises Keramische Additive Fertigung in der DKG (AKF) -
Webmeeting / Webkonferenz | Jun 17
DKG-Hauptversammlung 2022 -
Webmeeting / Webkonferenz | Jun 17
FDKG-Hauptversammlung 2022 mit Vorstandswahl (Wahlperiode 2022-24)